咨询热线:
15261979878

咨询热线:
15261979878

齿轮厂家齿轮渗层的分布:
还将三种不同加工工艺规范的试样进行退火处理(880%C保温2h,为防止加热时试样表面脱碳,退火前用硼酸进行保护处理),然后制样观察三种加工工艺所得齿轮的渗碳层分布。切削加工和挤压一渗碳加工齿轮均是先成形齿轮后渗碳处理,渗碳层分布相似,表面黑色部分为渗碳层。图7.6为坯料先渗碳处理,再挤压成形的渗碳层分布情况。由图7.5可见,对于先加工齿型再渗碳处理工艺其齿部渗碳层厚度沿齿型轮廓基本--致,齿顶稍厚些,齿顶和齿根渗层深度较大相差约20%。由于影响渗碳层深度的主要因素有渗碳介质的碳势渗碳温度渗碳时间、工件的化学成分.工件的形状、工件的表面状态等,故这里齿顶和齿根渗层厚度的差异主要是由于齿部形状导致渗碳环境不同,齿顶比齿根更容易达到渗碳的目的。
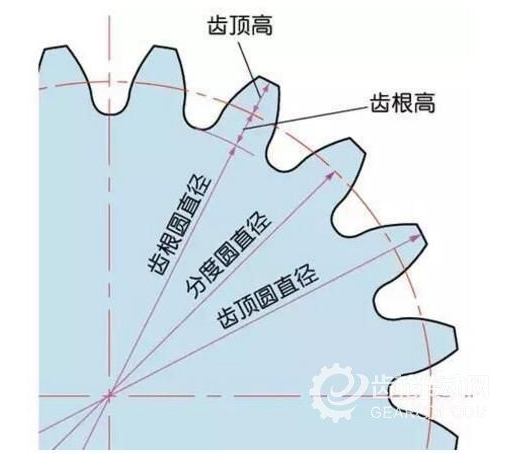
对于渗碳一挤压的齿轮渗碳层分布,通过对于模具参数和工艺参数的控制可以达到前述齿轮理想渗碳层的分布模型。图7.6即为8509C挤压时齿轮的的渗碳层分布,其齿顶渗层为1.3 mm,齿根渗层厚度为0.5mm,基本符合理想的渗碳层分布状态。
盐城博途传动机械有限公司
联系人:陈佩荣
联系方式:15261979878
地址:盐城市建湖县经济开发区明珠东路6668号
网址:www.ycbotu.com