咨询热线:
15261979878

咨询热线:
15261979878

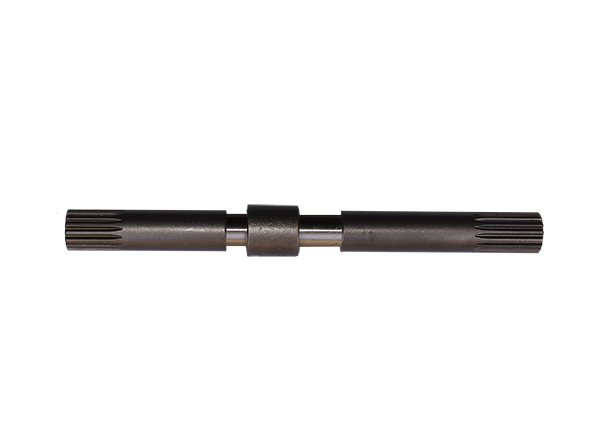
花键轴加工厂家一般用什么材料?
磨削法:用成形砂轮在花键轴磨床上磨削花键齿侧和底径,适用于加工淬硬的花键轴或精度要求更高的、特别是以内径定心的花键轴。冷打法:在专门的机床上进行。对称布置在工件圆周外侧的两个打头,跟着工件的分度反转运动和轴向进给作稳定速比的高速旋转,工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次。
在打轮高速、高能运动接连锤击下,工件外表发生塑性变形而成花键。冷打的精度介于铣削和磨削之间,功率比铣削约高5倍左右,冷打还可进步资料利用率。铣削法:在全能铣床上用专门的成形铣刀直接铣出齿间概括,用分度头分齿逐齿铣削;若不用成形铣刀,也可用两把盘铣刀一起铣削一个齿的两边。
花键轴加工厂家一般用什么材料?
逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的出产率和精度都较低,要用在单件小批出产中加工以外径定心的花键轴和淬硬前的粗加工。然后,仔细检查花键轴的根部,除了退刀槽和砂轮越程槽以外,轴与突缘的链接处还有台状轴颈的转角处等,则为次品。花键轴分矩形花键轴和渐开线花键轴两大品种。
花键轴中的矩形花键轴运用,而渐开线花键轴用于载荷较大,定心精度要求高,以及尺度较大的链接。矩形花键轴一般运用于飞机、轿车、拖拉机、机床制造业、农业机械及一般机械传动等设备。因为矩形花键轴多齿作业,所以承载才干高,对中性、导向性不错,而其齿根较浅的特色能够使其应力会集小。
花键轴加工厂家一般用什么材料?
渐开线花键轴其次,您购买的产品,请必定仔细检查是否包装完好无缺打开包装,仔细检查花键轴的外表是否光亮无痕,没有凹陷,斑驳,氧化皮等等,更不应该有刀痕,凹坑和碰伤等痕迹。冷打法:在专门的机床上进行。对称布置在工件圆周外侧的两个打头,跟着工件的分度反转运动和轴向进给作稳定速比的高速旋转。
工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次,在打轮高速、高能运动接连锤击下,工件外表发生塑性变形而成花键。冷打的精度介于铣削和磨削之间,功率比铣削约高5倍左右,冷打还可进步资料利用率。磨削法:用成形砂轮在花键轴磨床上磨削花键齿侧和底径,适用于加工淬硬的花键轴或精度要求更高的、特别是以内径定心的花键轴
盐城博途传动机械有限公司
联系人:陈佩荣
联系方式:15261979878
地址:盐城市建湖县经济开发区明珠东路6668号
网址:www.ycbotu.com