咨询热线:
15261979878

咨询热线:
15261979878

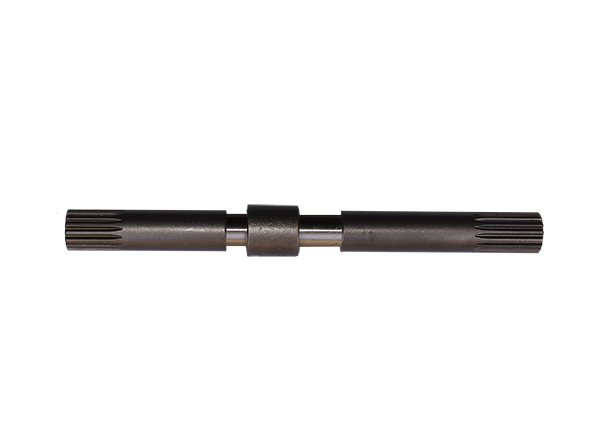
花键轴用于各种行业。有许多类型的替代轴,如键轴,但花键轴是较为方便的传递扭矩的方式。花键轴通常具有围绕其圆周等距间隔并平行于轴的旋转轴线的齿。花键轴常见的齿形有直边形式和渐开线形式两种类型。
花键轴的外花键齿可以使用多种切削工艺制造,包括滚齿、齿条滚压和成形切削。另一方面,内花键齿通常使用拉削或成型形成。润滑对于花键的运行至关重要,因为润滑不足会导致磨损或微动。长期的微动会导致腐蚀。适当润滑后,适当的油流既可以润滑花键,又可以去除因微动产生的颗粒。
花键轴怎么加工
铣削加工:铣刀可以采用花键齿隙的共轭形式。通过使用这种类型的工具,可以一次制作一个齿槽,从一个空间到另一个空间连续分度。对于渐开线花键,将使用具有与该特定直径节距、压力角和齿数相反的渐开线形式的铣刀来加工这些空间。使用索引、分度头或机床转台提供齿间索引。
滚齿加工:滚刀的切削齿从花键齿之间的空间去除材料,花键轴的齿由滚刀切削刀具产生,当滚刀与工件同步转动时,滚刀的切槽沿齿廓连续切割平面,从而同时产生多个齿。
拉削加工:拉刀刀具专用于其设计的内花键。该工具具有正确的齿数和形状,适合要生产的阴花键。它有多个切削刃,沿切削工具的长度排列。拉刀的起始端是一个光滑的直径,适合工件的光滑孔。从该端到刀具的另一端,可以找到处于预定相等轴向距离处的切削刃。每个切削刃都具有逐渐增加的花键形式。这允许在每个切削刃上拉动或推动通过毛坯时特定的切屑负载。退出时,然后几排切削刃产生成品的样条尺寸。

盐城博途传动机械有限公司
联系人:陈佩荣
联系方式:15261979878
地址:盐城市建湖县经济开发区明珠东路6668号
网址:www.ycbotu.com