咨询热线:
15261979878

咨询热线:
15261979878

花键轴特点应用:
矩形花键轴应用广泛,如飞机、汽车、拖拉机、机床制造业、农业机械及一般机械传动装置等。
其特点:多齿工作,承载能力高,对中性好,导向性好,齿根较浅,应力集中小,轴与毂强度削弱小,加工方便,能用磨削方法获得较高的精度。标准中有两个系列(轻系列和中系列)。
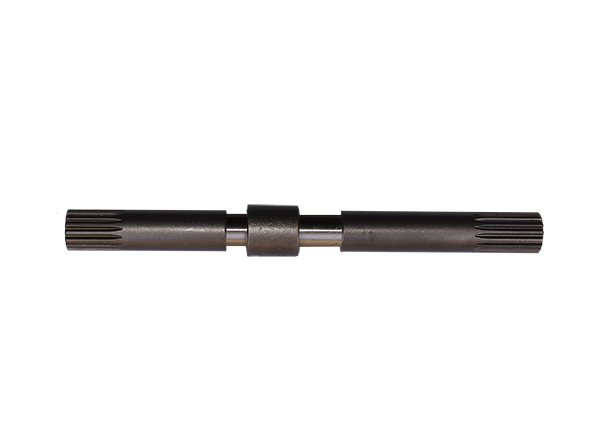
渐开线花键轴
花键加工方法 :花键轴的加工方法是有很多的。主要是采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧等塑性变形的加工方法。
1、滚切法:用花键滚刀在花键轴铣床或滚齿机上按展成法加工, 这种方法生产率和精度均高,适用于批量生产。
2、铣削法:在铣床上用专门的成形铣刀直接铣出齿间轮廓,用分度头分齿逐齿铣削;若不用成形铣刀,也可用两把盘铣刀同时铣削一个齿的两侧, 逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的生产率和精度都较低,主要用在单件小批生产中加工以外径定心的花键轴和淬硬前的粗加工。
3、磨削法:用成形砂轮在花键轴磨床上磨削花键齿侧和底径,适用于加工淬硬的花键轴或精度要求更高的、特别是以内径定心的花键轴。
4、冷打法:在专门的机床上进行。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴向进给作恒定速比的高速旋转,工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介于铣削和磨削之间,效率比铣削约高5倍左右,冷打还可提高材料利用率。以上的介绍是对于花键轴加工方法的一个细致的讲解。

花键轴生产历史:
1674年丹麦天文学家罗默提出用外摆线作齿廓曲线,以得到运转平稳的花键轴。花键轴在一定的行业中能够发挥重要的作用和性能,按照原理和工作程序进行生产和加工,保证能够在生产中发挥重要的作用。
18世纪工业时期,花键轴技术得到高速发展,人们对花键轴进行了大量的研究。1733年法国数学家卡米发表了齿廓啮合基本定律;1765年瑞士数学家欧拉建议采用渐开线作齿廓曲线。
19世纪出现的滚齿机和插齿机,解决了大量生产高精度齿轮的问题。1900年,普福特为滚齿机装上差动装置,能在滚齿机上加工出斜齿轮,从此滚齿机滚切齿轮得到普及,展成法加工齿轮占了压倒优势,渐开线齿轮成为应用广的齿轮。
1899年,拉舍先实施了变位齿轮的方案。变位齿轮不仅能避免轮齿根切,还可以凑配中距和提高花键轴的承载能力。
1923年美国怀尔德哈伯先提出圆弧齿廓的齿轮,1955年苏诺维科夫对圆弧齿轮进行了深入的研究,圆弧齿轮遂得以应用于生产。这种齿轮的承载能力和效率都较高,但尚不及渐开线齿轮那样易于制造,还有待进一步改进。
盐城博途传动机械有限公司
联系人:陈佩荣
联系方式:15261979878
地址:盐城市建湖县经济开发区明珠东路6668号
网址:www.ycbotu.com