咨询热线:
15261979878

咨询热线:
15261979878

冷成型是一种行之有效的工艺,可以使制造商以快速,一致且具有成本效益的方式生产大量金属基产品。
与高热成型方法相比,冷成型产品可保持硬度,产生更高的屈服强度,具有优异的表面光洁度和更高的拉伸强度。后者是通过在整个齿形上重新排列材料的晶粒结构来实现的。
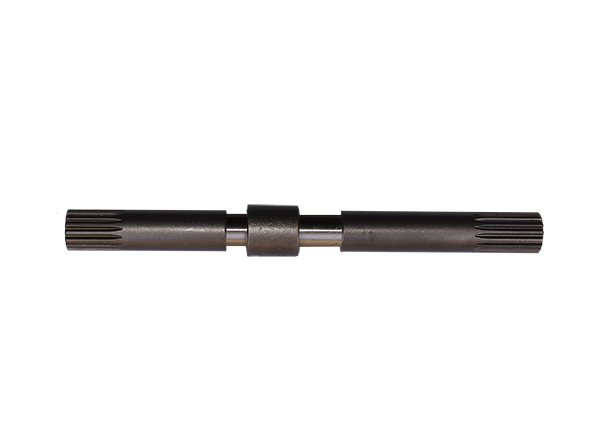
齿形(左)与切齿齿轮(右)相比具有更紧密的晶粒结构。冷成型过程的结果产生了很高的表面光洁度。产生的平均粗糙度(Ra)读数为4微英寸。冷弯的花键轴也比其他制造方法生产的轴强约20%。
在强度关键的形式的底部或根部区域附近获得的强度。在不伸长的情况下,被转移的原料面积须与被转移的面积完全匹配。该过程与车辆轮胎滚动通过柔软或泥泞的表面时所发生的过程并无不同。
通过冷成形,可以在仅具有对称图案的圆柱形毛坯上轧制偶数和奇数个齿。管状毛坯可以在带槽的心轴上形成,从而在轧制外形时允许毛坯内部起皱。
由于冷轧代替材料而不是去除材料,因此正确的材料选择非常重要。在该过程中几乎可以使用任何韧性材料,包括合金钢,例如1045、1117、1215、4140、4150、4340和8620;不锈钢316、416; 和464海军黄铜;以及铝制2024和6061。
该工艺终减少了生产一致的高质量花键轴所需的时间和材料。

盐城博途传动机械有限公司
联系人:陈佩荣
联系方式:15261979878
地址:盐城市建湖县经济开发区明珠东路6668号
网址:www.ycbotu.com